We develop the advanced manufacturing processes of tomorrow for defense and military, energy, aerospace and automotive industries.
Temper Technologies
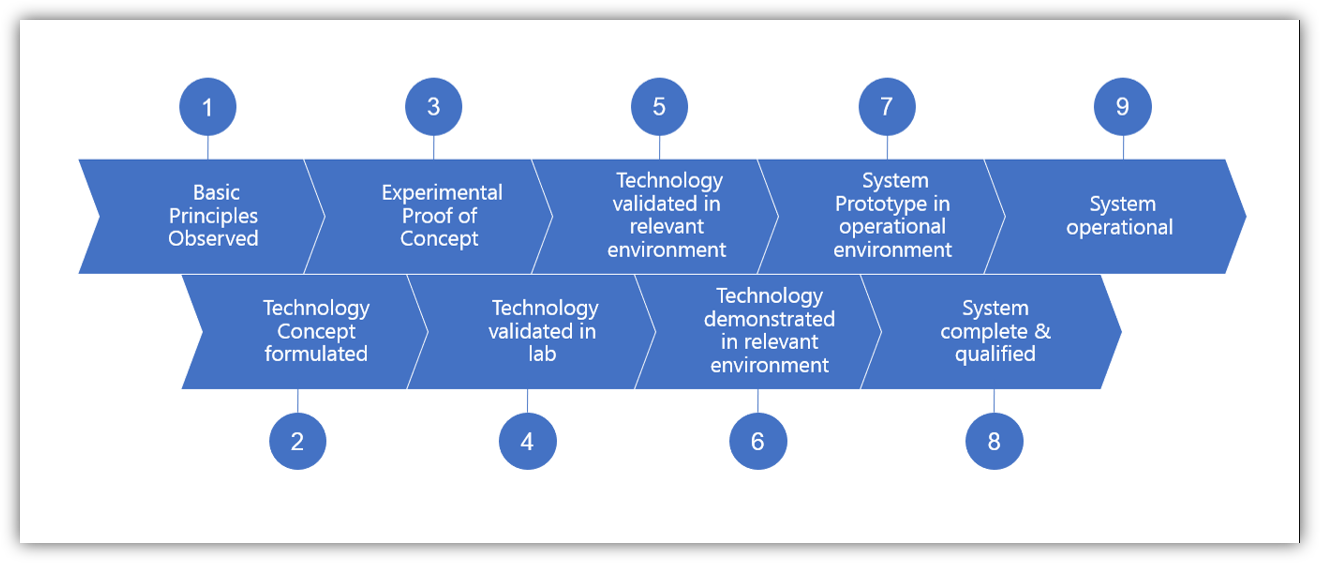
Technology Development
At Temper, we take technologies that are in the conceptual stages, TR3-TR4, and we improve upon them, build out the process, and cultivate them into demonstratable, proven technologies that can be commercialized, TR7-TR8.